




私たちは優れた技術チームを持っており、品質と量の当社の製品はあなたを満足させ、購入を歓迎します
 |

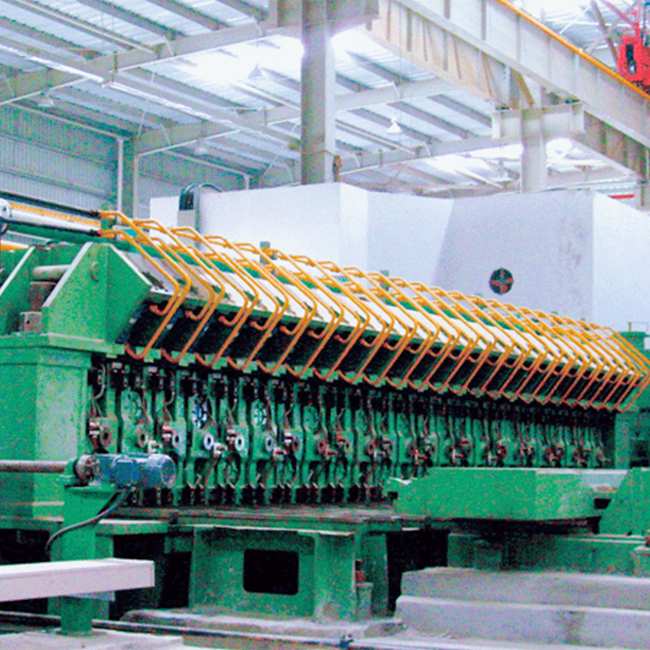














継目無管圧延機 複数のロール、パイプまたはビレットの外側を圧延するロールを含む。チューブまたはチューブビレットの同軸線に配置されるコアロッド状の内部ツール。変形ゾーンはロールと内部ツールの間に定義され、チューブビレットと延長パイプを順番に穴あけするのに適しています。
プロセスフロー:
チューブビレット → 切断 → 加熱 → ピーシング → チューブ圧延 → サイジング/レデューシング → 矯正 → 頭と口の切断 → 検査 → 梱包 → 保管
1. ピーシングマシン
管ビレットの継ぎ合わせは、熱間圧延継目無管の製造において最も重要な変形プロセスです。その任務は、中実の管ビレットを中空の毛細管に圧延することです。継ぎ合わせの構造と穿孔プロセスの変形特性に従って、クロスローリング穿孔に分けることができます。 、プッシュローリング穿孔と圧力穿孔、およびクロスローリング穿孔が最も広く使用されています。
2. チューブローリングマシン
毛細管圧延は、熱間圧延継目無鋼管の製造プロセスの主な変形であり、その機能は、管の厚さを肉厚に近づけるか、壁の厚さに達するようにすることであり、完成品と長手方向の肉厚の穿孔における毛管の除去が不均一になることです。また、表面の内側と外側のチューブの品質、廃液パイプの直径と真円度の制御、完成品に近いサイズのチューブに丸めたキャピラリーを改善することもできます。パイプ圧延モードは、自動パイプ圧延機、連続パイプ圧延機(MPM 2 ロール連続パイプ圧延機および PQF 3 ロール連続パイプ圧延機)、Assel ロール圧延機、Accu ロール圧延機およびピルガー ミルに分かれています。
3. 定寸・縮小機
熱間圧延継目無管製造における最後の熱間変形工程です。主な役割は、前工程の転造加工で生じる外径の誤差を解消することです。熱間圧延仕上げ管の外径精度と真円度を向上させるため。チューブのサイジング、絞り、張力軽減のプロセスは、マンドレルを使用しない連続圧延プロセスです。現在、国内の先進的なサイジング/レデュース機はすべて120°均等ローラーを使用しており、この形式のサイジング/レデュース機を使用するとパイプの表面品質が良く、完成したパイプの仕様が増加します。


継目無管圧延機 複数のロール、パイプまたはビレットの外側を圧延するロールを含む。チューブまたはチューブビレットの同軸線に配置されるコアロッド状の内部ツール。変形ゾーンはロールと内部ツールの間に定義され、チューブビレットと延長パイプを順番に穴あけするのに適しています。
プロセスフロー:
チューブビレット → 切断 → 加熱 → ピーシング → チューブ圧延 → サイジング/レデューシング → 矯正 → 頭と口の切断 → 検査 → 梱包 → 保管
1. ピーシングマシン
管ビレットの継ぎ合わせは、熱間圧延継目無管の製造において最も重要な変形プロセスです。その任務は、中実の管ビレットを中空の毛細管に圧延することです。継ぎ合わせの構造と穿孔プロセスの変形特性に従って、クロスローリング穿孔に分けることができます。 、プッシュローリング穿孔と圧力穿孔、およびクロスローリング穿孔が最も広く使用されています。
2. チューブローリングマシン
毛細管圧延は、熱間圧延継目無鋼管の製造プロセスの主な変形であり、その機能は、管の厚さを肉厚に近づけるか、壁の厚さに達するようにすることであり、完成品と長手方向の肉厚の穿孔における毛管の除去が不均一になることです。また、表面の内側と外側のチューブの品質、廃液パイプの直径と真円度の制御、完成品に近いサイズのチューブに丸めたキャピラリーを改善することもできます。パイプ圧延モードは、自動パイプ圧延機、連続パイプ圧延機(MPM 2 ロール連続パイプ圧延機および PQF 3 ロール連続パイプ圧延機)、Assel ロール圧延機、Accu ロール圧延機およびピルガー ミルに分かれています。
3. 定寸・縮小機
熱間圧延継目無管製造における最後の熱間変形工程です。主な役割は、前工程の転造加工で生じる外径の誤差を解消することです。熱間圧延仕上げ管の外径精度と真円度を向上させるため。チューブのサイジング、絞り、張力軽減のプロセスは、マンドレルを使用しない連続圧延プロセスです。現在、国内の先進的なサイジング/レデュース機はすべて120°均等ローラーを使用しており、この形式のサイジング/レデュース機を使用するとパイプの表面品質が良く、完成したパイプの仕様が増加します。




